为了让您更好地了解《台湾》【当地】钢锭模具钢厂家产地批发产品的优势和特点,我们特意制作了产品视频。请您在空闲时间观看,相信会给您带来一份全新的体验和感受。
以下是:台湾《台湾》【当地】钢锭模具钢厂家产地批发的图文介绍

新物通物资有限公司
台湾齿轮钢厂家供应厂家
厂家直发品质过关
案例丰富库存充足
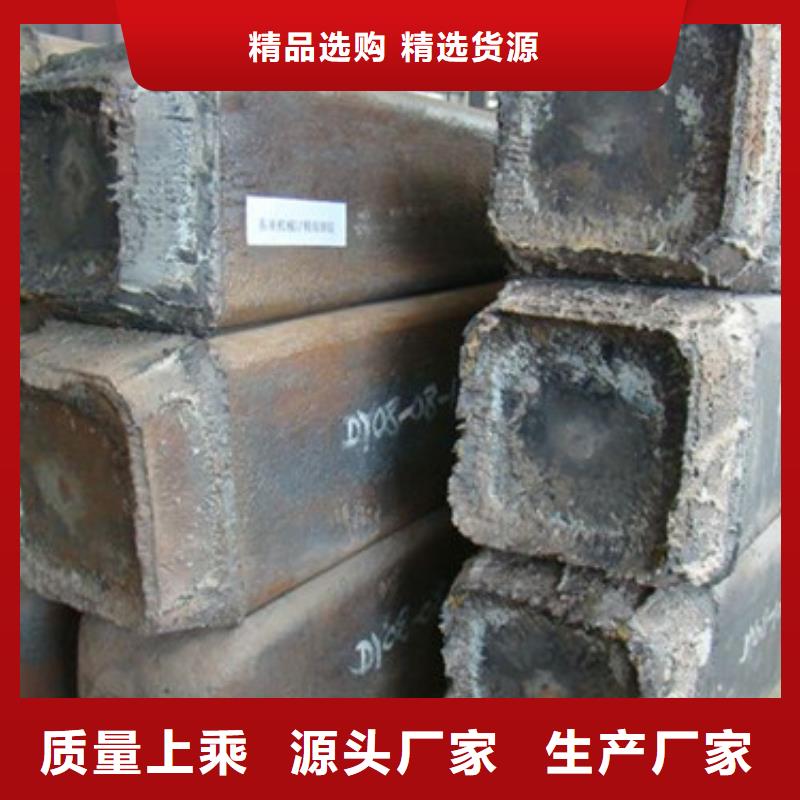
台湾齿轮钢厂家的详细介绍
匠心打造专业可靠

铸钢件加工的铸造工艺设计是铸钢件加工的重要环节, 是获得优质高产铸钢的重要技术管理措施。在选定铸造工艺方案时,须考虑铸造车间的具体条件,如铸造设备运转情况、生产能力,铸钢件的结构和尺寸、技术要求以及生产数量等。
当生产的工艺方案决定以后,还应根据产品零件图的形状、尺寸和技术要求,选定各种铸造工艺参数。铸造工艺参数是由金属种类和铸造方法等要素的特点决定的。
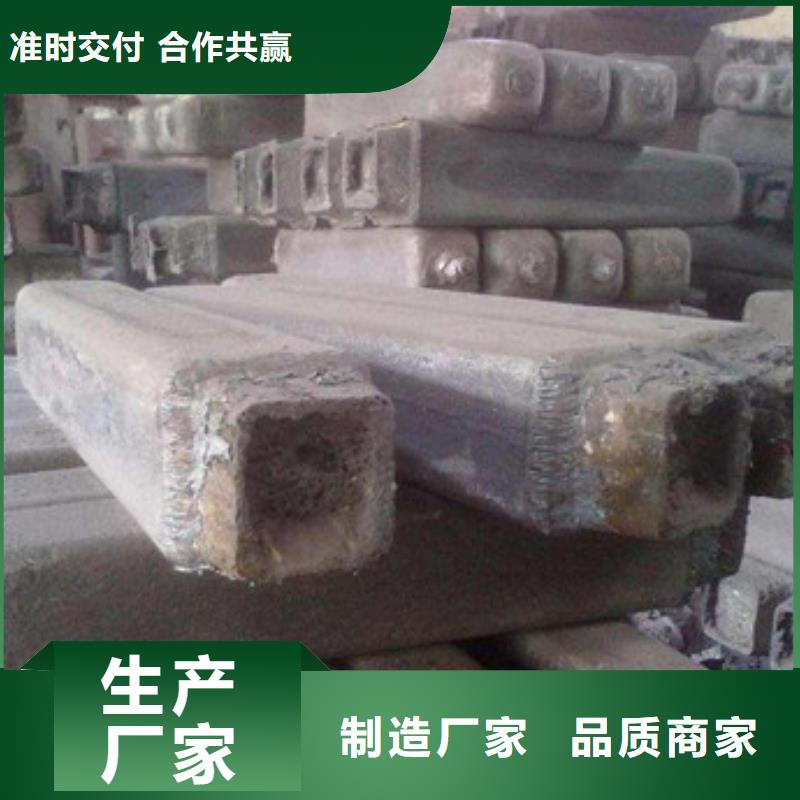
铸钢件的进行是为很多铸钢件企业进行钢材产品生产的关键技术,铸钢件就是锻造工艺典型的产品,关于铸钢件的生产工作中浇注是重要的一个步骤。在铸钢件浇筑作业要求,通常需要根据以下要点:铸造大型,中型钢铸件,浇注后钢包内钢水静1-2min镇静。

新物通物资有限公司
多年台湾齿轮钢厂家行业经验值得信赖
新物通物资有限公司始终坚持“服务为本,诚信为本”的理念。服务是企业发展的根本,诚信是优质服务的基础!未来,我们会不断的加大 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、人才培养,丰富我们的 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、产品线,提高自己的竞争力,致力于为更多的企业提供更优质的服务和 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、产品。




 扫一扫
扫一扫













