为您精心制作的【洪山】 本地 上海喷砂加工厂拒绝伪劣产品产品视频已准备就绪,全面展示产品的各项功能和特点。请您抽出片刻时间观看,相信一定会给您带来意想不到的惊喜。
以下是:洪山【洪山】 本地 上海喷砂加工厂拒绝伪劣产品的图文介绍

洪山玻璃喷砂加工
表面喷砂处理(元开)机械设备有限公司
洪山玻璃喷砂加工的图文介绍
诚信为本品质优良

表面喷砂处理(元开)机械设备有限公司是具有多年历史的 玻璃喷砂加工、制造企业,是我国 玻璃喷砂加工、生产基地专业制造厂家之一。公司位于嘉定区嘉行公路2805号,交通便捷,通讯畅达, 玻璃喷砂加工、产品畅销全国各地,深受用户欢迎。
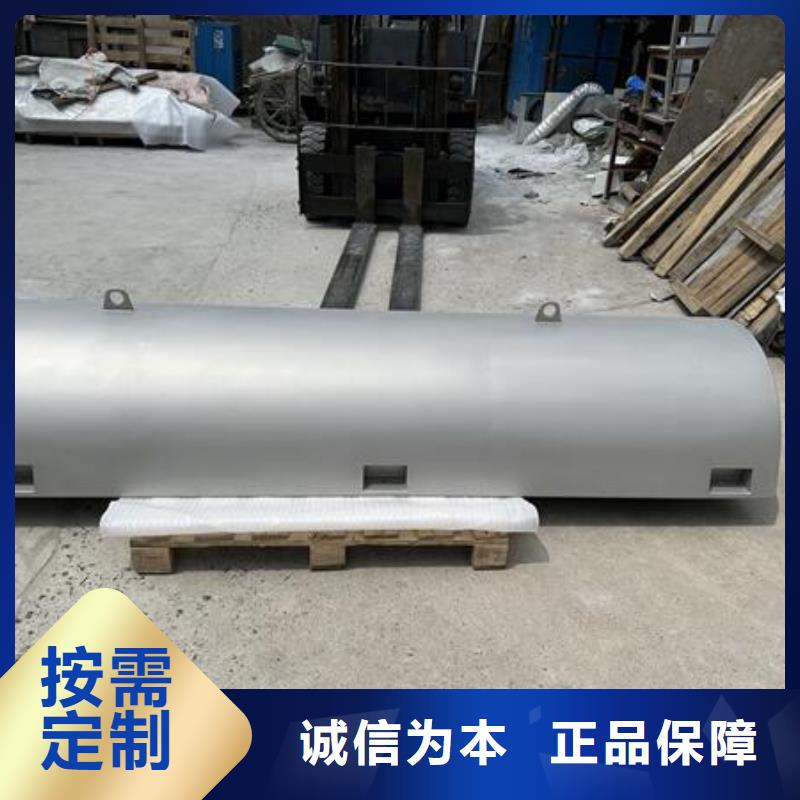
产品实拍图
PRODUCT REAL SHOT DISPLAY


喷砂工作时应注意的事项
1、洪山附近工作前必须穿戴好防护用品,不准赤裸膀臂工作.工作时不得少于两人.
2、洪山附近储气罐、洪山附近压力表、洪山附近安全阀要定期校验.储气罐两周排放一次灰尘,砂罐里的过滤器每月检查一次.
3、洪山附近检查通风管及喷砂机门是否密封.工作前五分钟,须开动通风除尘设备,通风除尘设备失效时,禁止喷砂机工作.
4、洪山附近压缩空气阀要缓慢打开,气压不准超过0.8MPa.
5、洪山附近喷砂粒度应与工作要求相适应,一般在十至二十号之间适用,砂子应保持干燥.
6、洪山附近喷砂机工作时,禁止无关人员接近.清扫和调整运转部位时,应停机进行.
7、洪山同城不准用压缩空气吹身上灰尘或开玩笑.
8、洪山同城工作完后,通风除尘设备应继续运转五分钟再关闭,以排出室内灰尘,保持场地清洁.
9、洪山同城发生人身、洪山同城设备事故,应保持现场,并报告有关部门.









 扫一扫
扫一扫






